
一种同时适合长短插工艺的新型波峰焊接装置
来源: 作者:深圳市捷豹自动化设备有限公司 发布时间:2015-06-28 22:53 浏览量:361
摘要:介绍了一种同时适合长短插工艺的新型波峰焊接装置的基本原理,基本构成以及主要技术特征,列出了使用该装置进行长短插工艺焊接的新方法。
主题词 长插,短插,波峰焊
一、工艺介绍
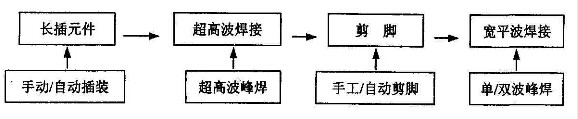
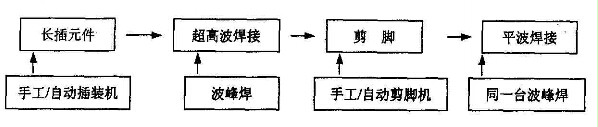
长短插工艺是进行波峰焊接前电路板插孔元件进行插装的两种不同的元件安装方法,长插工艺就是将各种插装元件如:电阻、二极管等元件引线进行适当整形,不作任何剪腿处理直接插装,插装好的PCB板直接在超高波峰焊机上进行焊接,然后进行剪脚处理后,进行二次焊接,工艺框图如下:
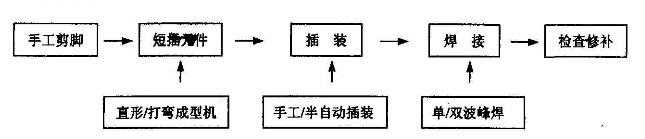
短插工艺就是前各种插装元件的引线进行成型处理,为了方便可同时进行打弯处理,此项各在各种元器件成型机上处理,一般合资企业多采用此种方法,此项方法因需购买多台可自行自动打弯的元器件成型机、成本较高,部分规模较小企业也多采用手工整形辅配部分直形元器件成型机,此种工艺方法可将各种引线直接剪短,预留至工艺要求长度,一般引线长度为PCB板下3-5mm,
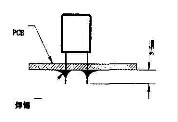
工艺框图如下:
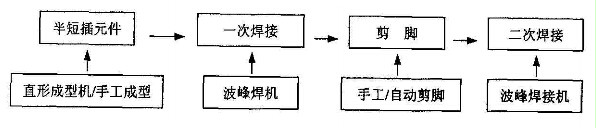
半短插工艺是介于前两种之间的一种元件成形插装方法,它是将元器件引线成型并剪短至10mm左右,这样即可在波峰焊机上进行一遍初焊,然后进行手工/自动剪脚至工艺要求后,再次在波峰焊接机上进行2次焊接即可,工艺框图如下:
以上3种工艺方法如何选用完全依据产品要求等而定,一般要求产量较大,民品行业(如:节能灯行业)多采用第一种PCB板焊接方法,而大多军工、通讯企业多采用后2种工艺方法。
二、机型波形原理
本所研制的新型可同时适合长短插工艺的波峰焊机(该机已申请专利),可一机两用,部分替代传统的超高波与普通双波峰2台机器的工艺组合形式,节约了用户部分设备投资,特别适合一些要求投资规模较小及对工艺要求又较多的企业使用,即适用于多品种,大批量产品使用,该机工艺框图如图5所示:
新机器可在普通的双波峰基础上只对第一波峰进行适当改进即可进行超高波峰焊接,波形原理如图6:
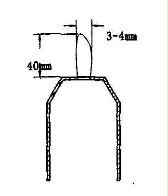
我们在第一波峰的泵咀采用了图示结构,其中波峰宽度(泵咀狭缝尺寸)为3~4mm,对三相异步感应泵的电磁及铁芯部分进行了部分改进,喷出的锡流可在波峰长度为40mm(即最大可焊400mm宽PCB板)的情况下,喷流宽度为30mm,喷流高度最高可达80mm,一般情况设计为40mm即可完全满足工艺要求,这样就完全满足了超高波的焊接要求,第一波峰(超高波)焊接主要起固定元件引线之作用。机型2次波峰设计为可调整出不同波峰形状的结构,如图7(a、b)所示:
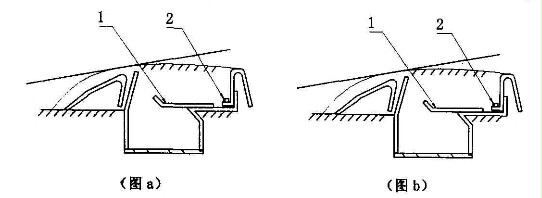
调节导向板螺丝,可以使喷口改变,产生出山状(图a)及平面状(图b)波峰,根据PCB的不同,改变PCB的浸锡时间以及脱锡时间,以进行有效的焊锡处理。
调节焊锡积存的后部导向板 (2)螺丝,使导向板(1)上下移动,在线路板运送方向上产生与运送速度大致相同的流速进行喷流,2次波峰除了具备“Ω”波的全部特征外,还具有感应泵的推力磁场所特殊形式的微幅声频振动波,其振动方向是垂直的,它具有150Hz左右的微幅机械振动,极大地增强了钎接时爬孔能力,提高了钎接效果。
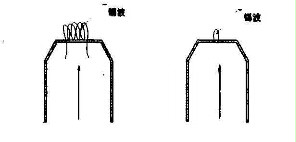
该机型可分别利用双波峰进行超高波焊接或普通SMT焊接,如对贴插混装元件(要求为同一焊接面)的PCB板进行焊接时,只需将每一波峰泵咀结构换成如下形式即可,以上2种工艺形式的泵咀结构设计为十分方便更换,只需拆卸2只螺钉,3-5分钟即可更换完毕。
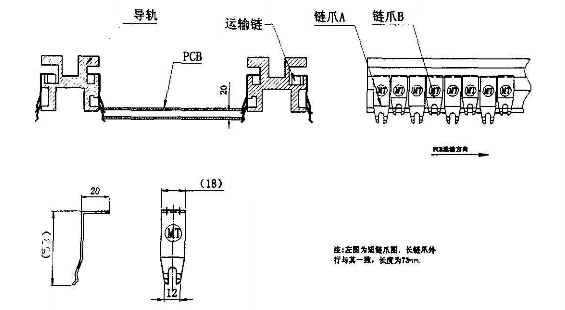
三、机型导轨结构及焊接方法
机型采用如下的导轨结构,该结构采用2种不同高度,但是一样形状的钛合金指爪,在导轨上间隔排列,由于指爪高度不同,可形成分别夹持的PCB板高度差。进行超高波峰焊接时,只需将长插元件的PCB安装夹持在短爪上进行传输,然后开启第一波峰,将波峰高度调整在40mm左右,即可进行工艺焊接,完毕后,将所有PCB 进行剪脚处理,然后将PCB重新夹持在长爪上进行传输,然后关闭第一波峰,开启第二波峰,用第二宽平波进行修整焊接,此时可将波高调整为正常工艺范围(10mm)左右,即可进行焊接。
如需进行普通SMT焊接,只需更换超高波峰喷咀,将PCB夹持在长爪上传输,同时开启双波峰即可进行焊接。如图9所示:
四、主要技术参数
主要技术参数见表一:http://www.new-ele.cc/te_product_b/0/0.chtml
五、结束语
该机型问世后,明显提高了PCB钎接效率,经多次批量工艺实验证明,特别适用于品种较多而又产量较大的民品企业使用,该机方便切换,同时又因为是三相异步感应泵作为波峰发生器,因而大量降低了焊锡氧化,避免了传统超高波峰焊锡氧化量较大的不足,在一定程度上也节省上设备投资,只需一台机器即可完成以往需2台波峰焊接机才可完成的工艺形式,该机需电路板 2次周转是该机型用户根据需要所要考虑之点。
 微信平台
微信平台